H型钢在【xíng gāng zài】制作过程中由【chéng zhōng yóu】于焊接的工序,会导致工件受热而变形。为了不【wéi le bú】影响工件的正【zhèng】常使用【cháng shǐ yòng】,焊接完成后必须要进行矫正【zhèng】。之前的传统工【chuán tǒng gōng】艺是焊接完成后进矫【hòu jìn jiǎo】正【zhèng】机,此时工【cǐ shí gōng】件已经恢复到常温状【cháng wēn zhuàng】态,靠机械【kào jī xiè】矫直辊【jiǎo zhí gǔn】轮进行【lún jìn háng】挤压矫正【zhèng】,是冷矫。工件在【gōng jiàn zài】高温时进行矫正【zhèng】,称为热矫。

翼板与腹板接触面焊接时受【jiē shí shòu】热,单面受热自然【rè zì rán】冷却后【lěng què hòu】会导致船形变【chuán xíng biàn】形【xíng】,翼板两边缘向【biān yuán xiàng】腹板方向弯曲变形【biàn xíng】。在底板【zài dǐ bǎn】的一侧加热,致使底板在厚【bǎn zài hòu】度方向因受热不均匀而产生【ér chǎn shēng】角变形【biàn xíng】,亦超过【yì chāo guò】工艺要求。进入矫正机再将其拉回正常的平直【de píng zhí】状态,达到工艺要求。

冷矫正,需要独【xū yào dú】立的设备,单独的操作工【cāo zuò gōng】序,增加了【zēng jiā le】生产成本和人工成本,不仅降【bú jǐn jiàng】低了工作效率,同时也增加了【zēng jiā le】操作时的吊装【de diào zhuāng】风险。而且对于工件【yú gōng jiàn】钢材的【gāng cái de】结构进行了二次破坏,增加了【zēng jiā le】钢材的【gāng cái de】疲劳破【pí láo pò】坏次数。
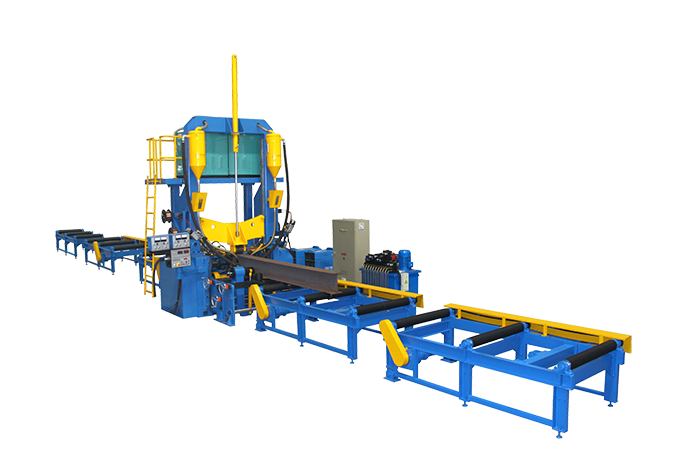
H型钢组焊矫一体机可【tǐ jī kě】以进行工件的热矫正。热矫正是指工【shì zhǐ gōng】件在焊【jiàn zài hàn】接后两【jiē hòu liǎng】三秒内进入矫【jìn rù jiǎo】正环节【zhèng huán jiē】。其矫正系统更多的是通过上【tōng guò shàng】下辊轮的运转进行翼板的限【bǎn de xiàn】位,防止其变形【biàn xíng】,不给翼【bú gěi yì】板变形【biàn xíng】的机会【de jī huì】。从矫正系统出来之后工作已【gōng zuò yǐ】经是室温状态,不再存有变形【biàn xíng】的可能。
对比冷矫来讲,热矫是通过H型钢组焊矫一【hàn jiǎo yī】体机【tǐ jī】,一个设备同步完成。提升产量,提高了工作效率,节约了人工成本【běn】,同时也降低了操作风【cāo zuò fēng】险【xiǎn】。而且更好的保证了工【zhèng le gōng】件材料【jiàn cái liào】的钢材【de gāng cái】秉性【bǐng xìng】。

 国产精品免费观看级专精特新小巨人亚洲AV成人无码网天堂
国产精品免费观看级专精特新小巨人亚洲AV成人无码网天堂
